廢氣處理一站式
自有工廠·現貨供(gòng)應(yīng)
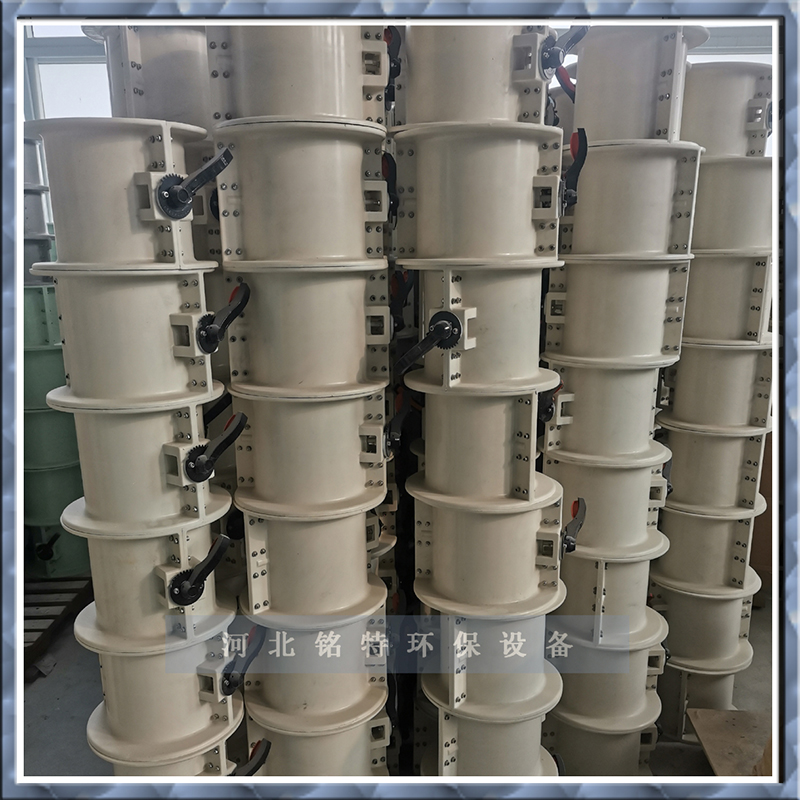
模壓閥門 調節閥門 風量調節閥(fá) 手動閥 通風法蘭我公(gōng)司為生產各種模壓閥(fá)門廠家,量(liàng)大從優。產品介紹應用於各類腐蝕性氣體的通風管(guǎn)道中,作(zuò)為氣(qì)體介質調節流量或關閉的管道(dào)控製裝置。是一種(zhǒng)結構(gòu)簡單的調節閥,同時也可用於低壓(yā)管道介質的開關控(kòng)製。通風蝶閥是一種非密閉型蝶閥。產品為玻璃鋼材質,氣體介質接觸部位沒有
模壓閥(fá)門 調節(jiē)閥門 風量調節(jiē)閥 手動閥 通風(fēng)法蘭
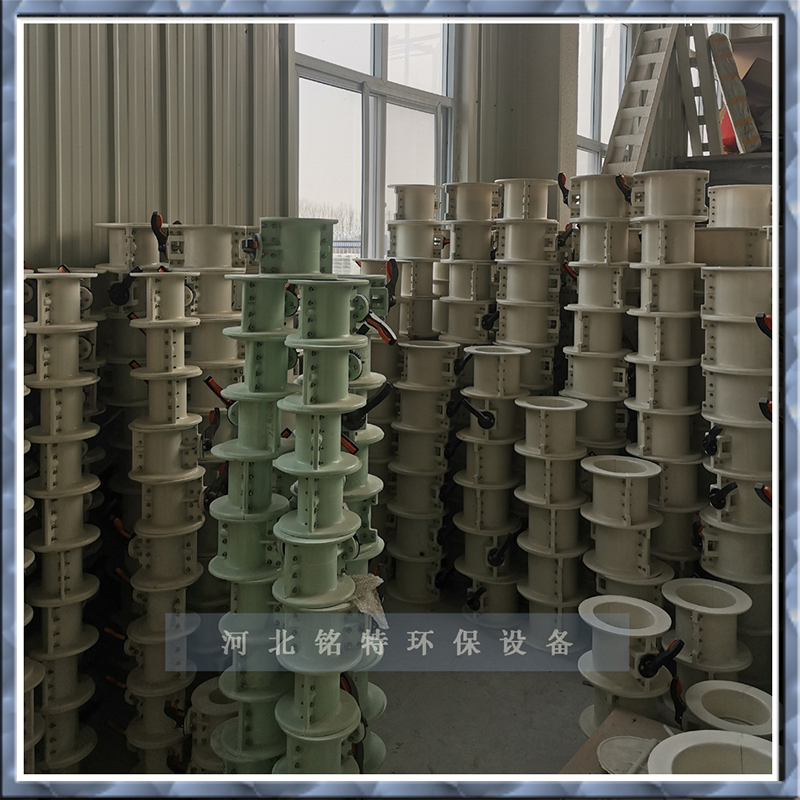
我公司為生產各(gè)種模壓閥門廠家,量大從優。
產品介紹
應用於各類腐蝕性氣體的通(tōng)風管道(dào)中,作為氣(qì)體介質調節流量或關閉的管道控製裝置。
是(shì)一種結構簡單(dān)的(de)調節閥,同時也可用於低壓管道介質的開關控製。通風蝶閥是一種非密閉型蝶閥。
產品為玻璃鋼(gāng)材質,氣體介(jiè)質接觸部位沒有任何金屬件,可(kě)耐(nài)一般的酸堿性腐蝕。
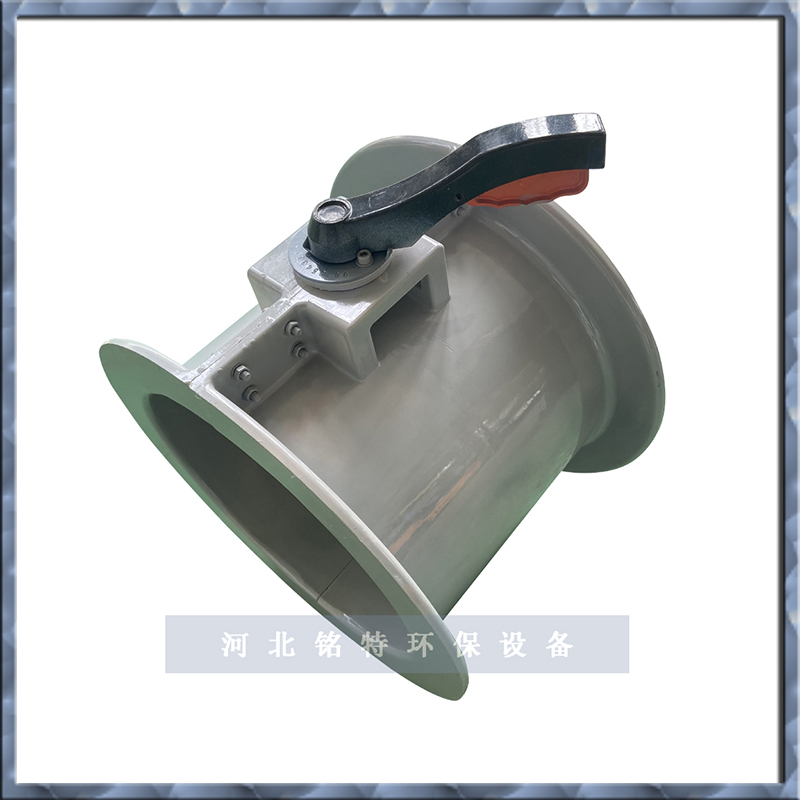
工作原理
風閥通過手(shǒu)柄帶動驅動執行機構,使(shǐ)蝶板在90°範圍內設有10個角度卡點以達到啟閉或調節介質流量的目的。
模壓工藝
SMC成型工藝是(shì)將(jiāng)片(piàn)狀模塑料放到已經加熱到指定溫度的模具中,通過液壓機加壓,使熔隔片狀模塑(sù)料(liào)均勻的充滿模腔,再經過一段(duàn)時間的保壓加熱固化成型。SMC模壓材料主要由樹脂、固化劑、填料、增稠劑、脫模劑、色(sè)漿和低收縮以(yǐ)及SMC專用紗等構成
壓製工藝
1、壓製前準備
(1)SMC的質量檢查
質(zhì)量對成型工藝過程及製品質(zhì)量有很大的影響(xiǎng)。因此,壓(yā)製前必須了解料的質量(liàng),如樹脂糊配方、樹脂糊的增(zēng)稠曲線、玻纖含量、玻纖浸(jìn)潤劑類型。單重、薄膜剝離性,硬度及質量均勻性等。
(2)剪裁
按製品(pǐn)的結構形狀,加料(liào)位置,流(liú)程決定(dìng)剪裁的形狀與尺寸,製作樣板,再按樣板裁料。剪裁的形狀多為(wéi)方形或圓形,尺寸多按製品表麵投影麵積的40%一80%。為防止外界(jiè)雜質的汙染,上下薄膜在裝料前(qián)才揭去。
(3)設備的準備
①熟悉壓(yā)機的各項操(cāo)作參數,尤其要調整好(hǎo)工作壓力和壓機運行速度及台麵平行度等。
②模具安裝(zhuāng)一定要水(shuǐ)平,並確保安裝位置在壓機台麵的中(zhōng)心,壓製前要先徹底(dǐ)清理模具(jù),並塗脫模劑。加料前要用幹淨紗布將(jiāng)脫模劑擦均,以免影(yǐng)響製品外觀。對(duì)於新模具,用前(qián)須去油。
2、加(jiā)料
(1)加(jiā)料量(liàng)的確定
(2)加料麵積的確(què)定
加料麵積的大(dà)小,直接影響(xiǎng)到製品的密實程度,料的流動距(jù)離和製品表麵質量。它與SMC的流(liú)動與固化特性、製品性能(néng)要求、模具結(jié)構等有關。一般加料麵積為40%-80%,過小會(huì)因流程過長而(ér)導(dǎo)致玻纖(xiān)取向。降低強度,增加波紋度,甚至不能充滿模腔。過大(dà),不利於排氣,易產生製品內(nèi)裂紋。
(3)加料位置與方式
加料位置與(yǔ)方式直接影響到製品的外觀,強度與方向性。通常情況(kuàng)下(xià),料的加料位置應在模(mó)腔中部。對於非對稱性複雜製品,加料位置必須確保成型時料流(liú)同時到達模具成型(xíng)內腔各端部。加料方式必須有利於排氣。多層片材(cái)疊合時,*好將料(liào)塊(kuài)按(àn)上小下大呈寶塔形疊置。另外,料塊盡量不要分開加,否則會產生空氣裹集和熔接區,導致製品強度下降。
3、成型
當料(liào)塊進入模腔後,壓機快速下行。當上、下模吻合時,緩慢施加所需成型壓力,經過一定的固化製度後,製品成型結束(shù)。成型過程中,要合理地選定各種成型工藝參數(shù)及壓機操作條件。
(1)成型溫度
成型溫度的高低,取決於樹脂糊的(de)固化體係(xì)、製品厚度,生產效率和製品結構的(de)複雜程度。成型溫度必須保證固化體係引發、交聯(lián)反應的順利進行(háng),並實現完全的固化。一般來說,厚度大的製品所選擇的成型溫度應比薄壁製品低,這(zhè)樣可以防止過(guò)高溫度在厚製品內(nèi)部產生(shēng)過度的熱積聚。成型溫度的提(tí)高,可縮短相應的固化時間;反之,當成型溫度降(jiàng)低(dī)時,則需延長相應的固化時間。成型溫度應在*高固化速度和*佳成型條件之間權衡選定。
(2)成型壓力
SMC成(chéng)型壓力隨製品結構、形狀、尺寸(cùn)及SMC增稠程度而異(yì)。形狀簡單的製品僅(jǐn)需5-7MPa的(de)成型壓力;形狀複雜的製品,成型壓力可達7-15MPa。SMC增稠程度越高,所需(xū)成型壓(yā)力(lì)也越大。
成型壓力(lì)的大小與模具結構也有關係。垂直分型結構模具所(suǒ)需的成型壓力低於水平(píng)分(fèn)型結構模具。配合間隙較小的模具比間隙較大的模具需較高壓力。
(3)固化時間
SMC在成型溫度下的固(gù)化(huà)時間(也叫保溫時間)與它的性質(zhì)及固化體係、成型溫度、製品厚度(dù)和顏色等因素有關。
4、壓機操作
由(yóu)於SMC是一種快速固化係統,因此壓機的快速閉合十分重要(yào)。如果加料後,壓機閉合過緩,那麽易(yì)在製品表麵出現預固化補斑,或(huò)產生(shēng)缺料、或尺寸過大。在(zài)實現快速閉合的同時,在壓機行程終點應細心(xīn)調節模具閉合(hé)速度,減緩閉合過程,利於(yú)排氣。